


C型鋼的焊接
作(zuò)者:admin 發布時間: 2022-03-21 1145 次瀏覽(lǎn)
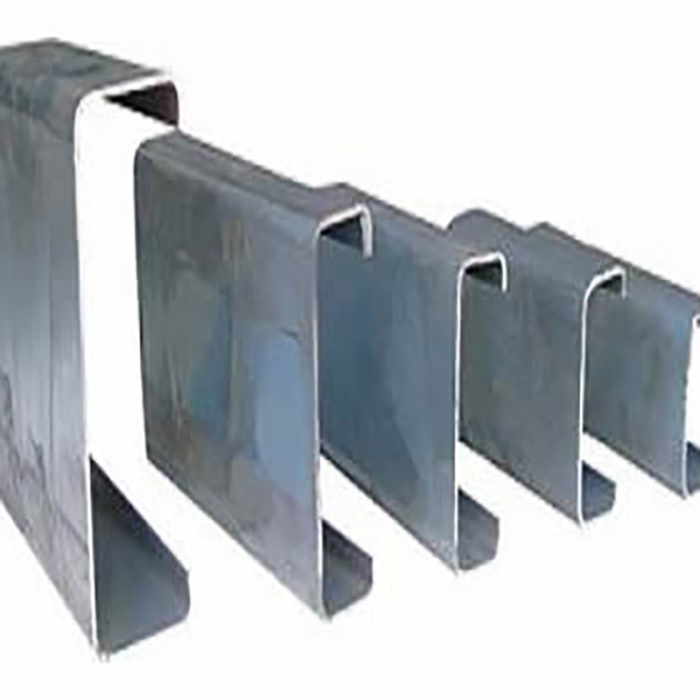
C型鋼的焊接材料加工方麵(miàn)的進(jìn)步為C型鋼生(shēng)產領域帶來了獨特的機遇。型鋼一(yī)種有一定截麵形狀和尺寸的條型鋼材,是鋼材四大品種(zhǒng)之一。根據斷麵形狀,型鋼分簡單斷麵型鋼和(hé)複雜斷麵型鋼。c型鋼由C型鋼成型機自動加工成型的。C型鋼成型機根據給定的C型鋼尺寸就可以自動完成C型鋼的成型工藝。冷彎型鋼用鋼板或帶鋼在(zài)冷狀態下彎曲成的各種(zhǒng)斷麵形狀的成品鋼材。冷彎型鋼是一種經濟的截麵輕型薄壁鋼材,也稱為鋼製冷彎型(xíng)材或(huò)冷彎型材。具體來說:由於人們對環境問題越來越關注,在提高燃料效率方麵,汽車製造商(shāng)受到的壓力日益增長。更加(jiā)嚴格、約束性更強的法規給工業生產和材料加工帶來了技術上的挑戰。在這些趨勢中包括了降低廢氣的排放,車身(shēn)更輕(qīng),以及延長零件的使用壽命(mìng)。材料加工方麵的進步為C型鋼生產領域帶來了獨特的機遇。
因此,要獲得滿足製造業嚴格檢測要求的焊(hàn)接型材(cái),選擇(zé)合適的焊接工(gōng)藝顯得尤為重要。不鏽鋼焊接一般分為高頻焊接、鎢極氣體保護電弧焊焊接和(hé)激光焊接。
高(gāo)頻電(diàn)弧脈(mò)衝
近年來,GTAW焊接電源又稱高(gāo)速開關,使電弧脈衝超過10,000Hz。工字鋼加工廠(chǎng)的客戶最先受益於這項新技術(shù),高頻電弧(hú)脈衝產生的電弧向下壓力比傳統GTAW大(dà)5倍。代表(biǎo)性的改進(jìn)特點還包括:爆破強度提高,焊接線速度加快,廢品減少。高頻焊(hàn)接(jiē)是工字梁的高速加工。然(rán)而,在大多數固相鍛造中,高頻焊接接頭不容易用傳統的無損檢測方法型鋼可靠檢測是很典型的。焊接裂紋(wén)可能出現在低強度(dù)接頭的平坦和薄區域,這是傳統方法無法檢測到的,因此(cǐ)在一些要求苛刻的(de)汽車應用中可能缺乏可靠性。
鎢極氣體保護(hù)焊(GTAW)
傳統上,我(wǒ)選擇了鎢極氣體(tǐ)保護電(diàn)弧焊焊接過(guò)程。Gtaw 在(zài)兩個非消耗(hào)性鎢電極之間產生了一(yī)道弧線。同時,從噴槍(qiāng)中(zhōng)引入(rù)惰性(xìng)屏蔽氣體,屏蔽(bì)電極,產生等離子體流,保護熔池。這是一個建立和充分理解的過程,將允許複(fù)製高質量的焊接工藝。
該工藝的優點是可重複性(xìng)好,焊接過程無飛(fēi)濺,消除了氣(qì)孔。GTAW被認為是一個導電(diàn)過程,所以過程相對較(jiào)慢。
激光(guāng)焊接
在所有的工字鋼焊接應用中,當工(gōng)字鋼(gāng)的邊緣被壓(yā)在一起時,帶鋼(gāng)的邊緣被熔化並固化。然而,激光焊接的獨特之處在於它的高能束密(mì)度。激光束不僅會熔化材料表麵,還會形成一個小(xiǎo)孔,使焊縫變窄。
如果功率密度(dù)低於1MW/cm2,比如GTAW技術,就不會產生足(zú)夠的能(néng)量(liàng)密度來產生鎖眼。這樣(yàng),通過無鑰匙孔工藝獲得的焊接輪廓寬而淺。激光焊接的高精度帶來了更高(gāo)的(de)穿透效率,這反過來又(yòu)減少了晶粒生長,並帶來了更好的金相質量。另一方麵,鎢極氬(yà)弧(hú)焊較高的熱能輸入(rù)和較慢(màn)的冷卻過程(chéng)導致焊接結構粗糙。